 |













| MODEL: | |
|---|---|
| Cantidad: | |
5566/5557
DLL
ESPECIFICACIÓN
FIAMBRES
ZHECONECTORES CO., LTD DE JIANG DELI
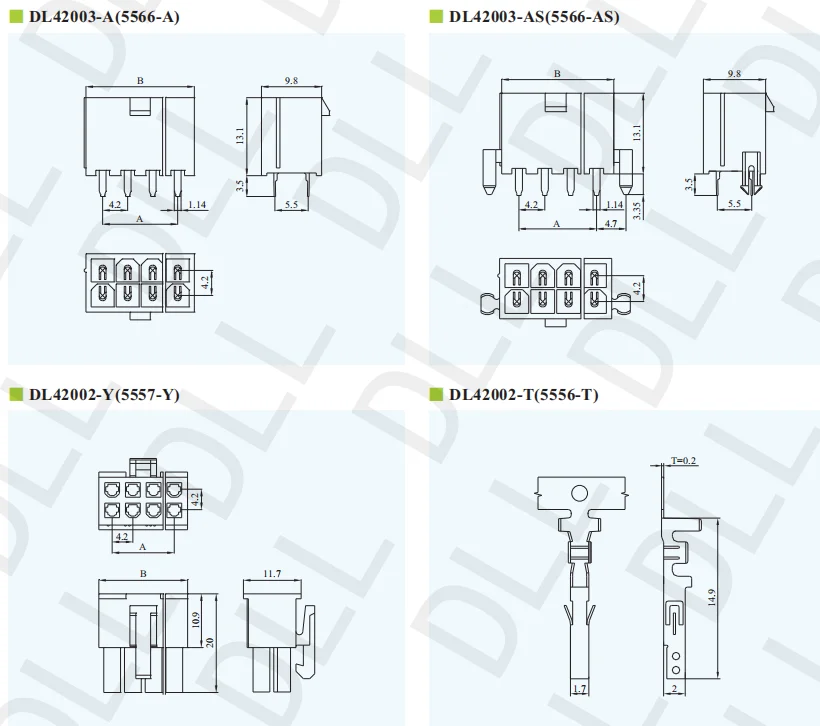
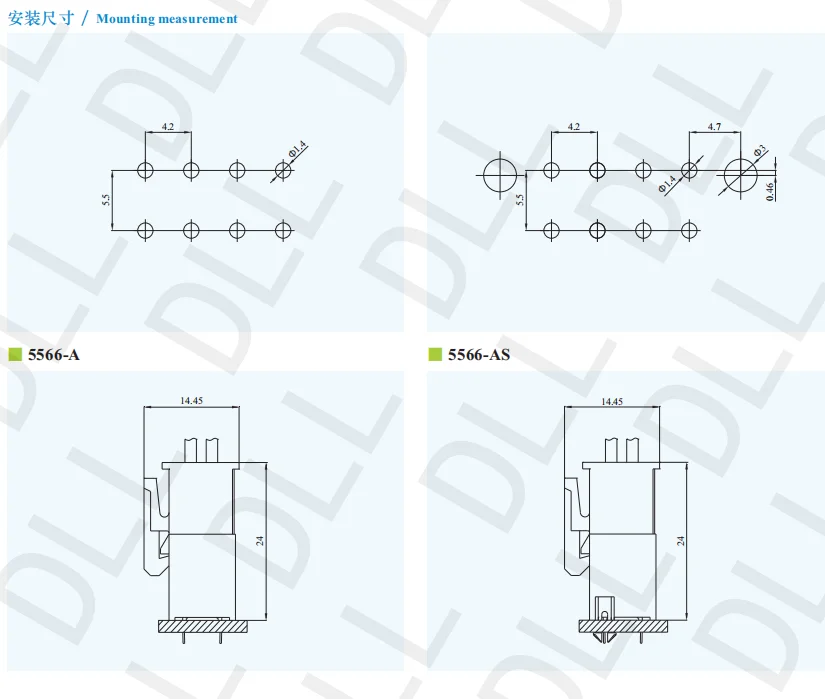
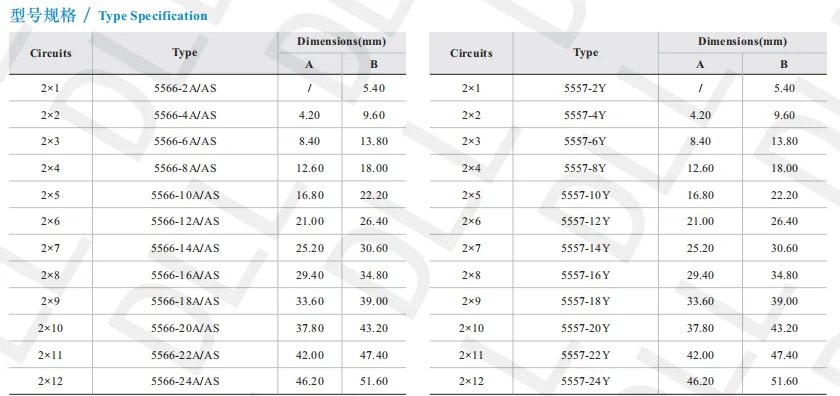
Conector de alimentación del adaptador de 5566 pines alternativo; conector de alimentación del adaptador de 5566 pines Molex
Tensión nominal: | 300 V CA, CC |
Corriente nominal: | 9A AC/DC |
Resistencia de contacto: | 20 MΩ máx. |
Resistencia de aislamiento: | 1000MΩ mín. |
Tensión soportada: | 1500 VCA/minuto |
Temperatura: | -25℃~+85℃ |
MATERIAL
FIAMBRES
ZHECONECTORES CO., LTD DE JIANG DELI
Alojamiento: | (Nylon) UL94-V0(2) |
Terminal: | Bronce fosforado, estañado |
Oblea: | (Nylon) UL94-V0(2) |
Más productos para que usted elija:

Solicitud
Seleccionar y configurar estas herramientas especializadas puede ser un proceso que requiere mucho tiempo en sí mismo. Los operadores deben estar capacitados sobre cómo utilizar correctamente las herramientas específicas y es posible que haya pasos adicionales para calibrar las herramientas para un rendimiento óptimo. Este tiempo de preparación reduce el tiempo real disponible para el proceso de soldadura, afectando así la eficiencia general de la producción.
ESPECIFICACIÓN
FIAMBRES
ZHECONECTORES CO., LTD DE JIANG DELI
Conector de alimentación del adaptador de 5566 pines alternativo; conector de alimentación del adaptador de 5566 pines Molex
Tensión nominal: | 300 V CA, CC |
Corriente nominal: | 9A AC/DC |
Resistencia de contacto: | 20 MΩ máx. |
Resistencia de aislamiento: | 1000MΩ mín. |
Tensión soportada: | 1500 VCA/minuto |
Temperatura: | -25℃~+85℃ |
MATERIAL
FIAMBRES
ZHECONECTORES CO., LTD DE JIANG DELI
Alojamiento: | (Nylon) UL94-V0(2) |
Terminal: | Bronce fosforado, estañado |
Oblea: | (Nylon) UL94-V0(2) |
Más productos para que usted elija:
Solicitud
Seleccionar y configurar estas herramientas especializadas puede ser un proceso que requiere mucho tiempo en sí mismo. Los operadores deben estar capacitados sobre cómo utilizar correctamente las herramientas específicas y es posible que haya pasos adicionales para calibrar las herramientas para un rendimiento óptimo. Este tiempo de preparación reduce el tiempo real disponible para el proceso de soldadura, afectando así la eficiencia general de la producción.